


在现代制造业中,智能拧紧工具已成为不可或缺的关键设备,在汽车、航空以及重工业等领域的生产线上广泛应用。拧紧曲线作为智能拧紧工具的一项核心功能,对于监控和反馈拧紧过程发挥着至关重要的作用,有力地保障了连接件的可靠性与安全性。而通过拧紧曲线叠加分析,技术人员能够更为精准地评估拧紧质量,及时发现潜在问题,从而确保生产过程的稳定与高效。

智能拧紧工具及其曲线生成原理
基本构成
智能拧紧工具主要由电动工具、控制器和传感器系统三部分组成。传感器负责实时捕捉扭矩和角度信息,控制器则依据预设参数对工具的运行进行精确调节。
拧紧过程
在拧紧过程中,工具会按照设定的扭矩逐步增加力量,直至达到目标扭矩值。在此期间,传感器持续记录数据,最终形成拧紧曲线,为后续的分析提供基础。
拧紧曲线采样频率的重要性
拧紧曲线的采样频率,即数据采集的频率,对于保证数据质量和分析准确性至关重要。采样频率的选择需综合考虑拧紧过程的速度、螺栓的尺寸、拧紧设备的能力以及质量控制的需求等多方面因素。
影响因素
拧紧速度:若拧紧速度较快,就需要更高的采样频率,以便准确捕捉扭矩和角度的细微变化。在高速自动化装配线上,采样频率可能需要达到千赫兹(kHz)级别。
精度需求:对于航空航天或汽车行业等对装配精度要求极高的领域,关键组件的拧紧过程需要较高的采样频率,以确保每一个细微的扭矩变化都能被详细记录。
螺栓尺寸和材料:较大或较长的螺栓由于其特殊的变形特性,可能需要不同的采样频率来准确记录拧紧过程中的动态变化。
设备能力:拧紧设备和传感器的技术规格也会对采样频率产生限制。不过,现代扭矩传感器和角度编码器通常能够支持较高的采样频率。
实际应用
在工业应用中,拧紧曲线的采样频率范围通常在数百赫兹到几千赫兹之间。例如,常见的采样频率可能是500 Hz、1 kHz或更高,具体选择需根据上述因素综合考虑。合适的采样频率是确保拧紧质量和过程可靠性的关键。值得一提的是,坚丰智能拧紧工具的曲线采样频率达到2ms/次,能够更精准地反映拧紧过程,数据记录的追溯性也更高。
拧紧曲线叠加分析的重要意义
数据比较
曲线叠加分析使技术人员能够将多次拧紧作业的曲线进行对比,从而轻松识别出不符合标准的异常情况,为质量控制提供有力依据。
质量控制
通过对比分析拧紧曲线,技术人员可以及时发现设备参数的偏差,并进行相应调整,优化拧紧过程,提高产品的一致性和可靠性。
故障诊断
拧紧曲线的异常往往预示着设备可能存在潜在问题,如磨损、电机故障或传感器偏差等。及时分析这些异常曲线,可以有效避免更大问题的发生,保障生产的顺利进行。
部分实际案例剖析
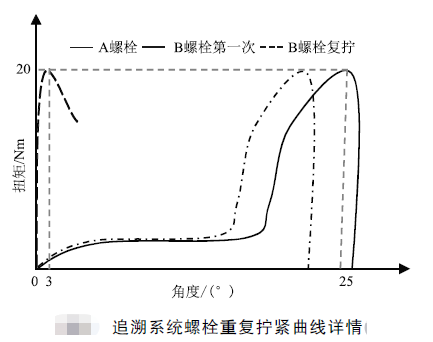
重复拧紧致螺栓断裂
从拧紧曲线的状态记录可以看出,B螺栓在极短的时间内(3秒)被再次拧紧,而正常螺栓紧固的间隔时间应在7秒以上。因此,可以判定该位置螺栓存在重复拧紧的情况,这可能是导致螺栓断裂的原因之一。
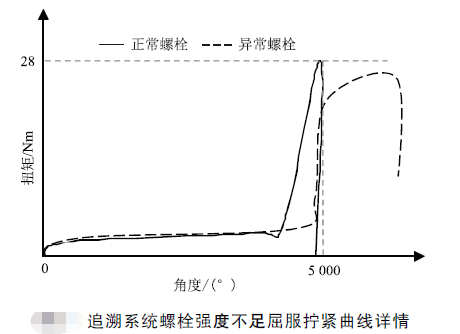
螺栓强度不足致断裂
某拧紧工位的目标拧紧扭矩为(28+3)Nm,螺栓等级为8.8级。在拧紧曲线中,左侧正常螺栓拧紧曲线在到达贴合面后扭矩陡升显著,并在达到目标扭矩后立即下降。而异常螺栓在扭矩峰值尚未达到28 Nm时,曲线顶部出现较长平缓区间,发生塑性变形,并最终导致断裂。这表明螺栓强度不足可能是导致断裂的主要原因。
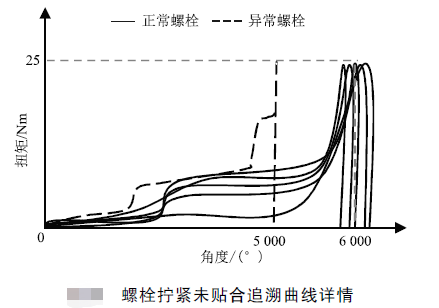
拧紧螺栓未贴合
尽管正常螺栓和异常螺栓的拧紧扭矩均已达到目标扭矩,但异常螺栓在整个拧紧过程中的角度比正常螺栓少了约1000°。自攻螺栓的拧紧过程受多种因素影响,如螺纹孔大小、螺栓规格、下压力度以及拧紧程序设置的合理性等。因此,需要进一步排查这些因素,以确定螺栓未贴合的具体原因。
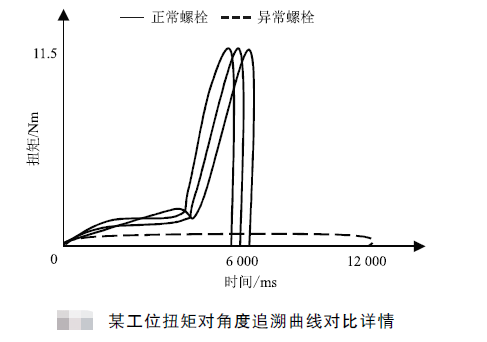
螺纹孔偏大致拧紧不合格
正常产品的拧紧时间约为6秒,即可达到目标扭矩11.5 Nm。而失效螺栓的拧紧曲线显示,其拧紧扭矩始终在3Nm以下,远未达到目标扭矩,且用时超过10秒,远超正常工件拧紧所需时间。由此可以判断,螺纹孔偏大可能是导致拧紧不合格的原因。
面临的挑战与应对策略
数据处理能力
随着生产线自动化程度的不断提高,拧紧工具产生的数据量也大幅增加。如何有效处理和分析这些大数据,成为当前面临的一大挑战。为此,需要引入先进的数据处理技术和算法,提高数据处理效率。
技术更新
随着新材料和新工艺的不断涌现,拧紧技术也需要不断更新和升级。采用先进的算法和更精确的传感技术,是提升曲线分析精度的关键。同时,还需要加强技术研发和创新,以适应不断变化的市场需求。
智能拧紧工具的拧紧曲线叠加分析在提升生产效率、保障产品质量方面发挥着重要作用。它不仅有助于提前识别和解决生产过程中的问题,还是优化生产流程、提升产品质量、预防生产故障的重要工具。通过深入探索该技术的应用和发展,可以进一步推动制造业向智能化、自动化的方向迈进。

